
Konvencionalno brusno orodje se uporablja v industriji preciznega brušenja in tudi za bolj grobe obdelave v livarski in jeklarski industriji.

predstavljajo prevladujoč položaj v preciznem brušenju
Brusne plošče v keramičnem vezivu
Brusne plošče v keramičnem vezivu so še vedno v prevladujočem položaju aplikacije preciznega brušenja. Glavna prednost plošč v keramičnem vezivu je možnost nadzora poroznosti strukture brusne plošče. Ta orodja združujejo tisto, kar se zdi protislovno: z uporabo minimalne vsebnosti veziva se je maksimizirala količina brusnega zrna v visoki poroznosti. Rezultat je orodje, ki ima odlične lastnosti pri brušenju specialnih jekel.
Brusne plošče v keramičnem vezivu se žgejo pri temperaturah do 1300°C. Keramično vezivo in s tem tudi brusne plošče so odporne proti kemičnim vplivom in staranju. Rok trajanja je neomejen. Zaradi lastnosti veziva pa so občutjive na hitre temperaturne spremembe, udarce in pritiske.

Brusne plošče v keramičnem vezivu so še vedno v prevladujočem položaju aplikacije preciznega brušenja. Glavna prednost plošč v keramičnem vezivu je možnost nadzora poroznosti strukture brusne plošče. Ta orodja združujejo tisto, kar se zdi protislovno: z uporabo minimalne vsebnosti veziva se je maksimizirala količina brusnega zrna v visoki poroznosti. Rezultat je orodje, ki ima odlične lastnosti pri brušenju specialnih jekel.
Brusne plošče v keramičnem vezivu se žgejo pri temperaturah do 1300°C. Keramično vezivo in s tem tudi brusne plošče so odporne proti kemičnim vplivom in staranju. Rok trajanja je neomejen. Zaradi lastnosti veziva pa so občutjive na hitre temperaturne spremebe, udarce in pritiske.


Okroglo brušenje je verjetno najpogosteje uporabljeno industrijsko brušenje. Spekter komponent brušenja se giblje od finih injektorskih igel preko zobniških gredi do zelo težkih valjev za papirno industrijo. Poleg dobro uveljavljenih običajnih brusnih plošč se vedno bolj uporabljajo tudi keramično vezane CBN in diamantne brusilne plošče.
Med obdelave klasičnega okroglega brušenja spadajo postopki kot so:
- zunanje zarezno,
- zunanje vzdolžno,
- zunanje kotno zarezno brušenje,
- notranje okroglo zarezno in notranje vzdolžno brušenje.
Potem so še velikoserijska brušenja na brezkoničnih strojih, kjer se brusi prehodno in zarezno.








„Ne“ okroglo brušenje – na primer odmičnih gredi, obročkov črpalk ali stiskalnih orodij – je eno od najbolj zapletenih nalog brušenja. Neokrogle konture vodijo v spreminjanje kontaktnih in gibalnih pogojev v kontaktnem območju.
Lastnosti brusnega orodja je treba ustrezno prilagoditi postopku. Na podlagi dolgoletnih izkušenj lahko pri KREBS & RIDEL zagotovijo zelo učinkovite rešitve.
Pogosti primeri brušenja oblik so: okroglo oblikovno brušenje in koordinatno brušenje.


Pri površinskem brušenju so površine obdelane ravno vzporedno z obodom brusne ploše ali njegove površine. Obstajajo različne procesne variacije. Te se razlikujejo glede pozicije osi brusne plošče na delovno površino.
Tipični obdelovanci so orodja za stiskalnice, matrice za brizganje, vodila na strojnih ležiščih, razni noži itd. Pri določenih orodjih so zahtevane kompleksne oblike profilov ki se jih brusi s predprofiliranimi ploščami.
Med pogoste obdelave ploskovnega brušenja štejemo recipločno ploskovno brušenje, profilno in čelno ploskovno.
Zobniki so med najpomembnejšimi mehanskimi elementi pri gradnji prenosov, vozil in strojev. Zahteve, ki se nanašajo na te izdelke v smislu prenosa moči ali tekočega delovanja, se nenehno povečujejo.
Zato je brušenje zobnih bokov ena najpomembnejših obdelovalnih procesov zagotavljanja kakovosti obdelane površine.
Največkrat uporabljene tehnike brušenja zobnih bokov so: Profilno brušenje, kontinuirano generativno brušenje in brušenje stožčastih zobnikov.
Brušenje ročičnih gredi je zelo specifično in od orodij zahteva veliko. Za tovrstna brušenja se poleg keramičnih brusnih plošč veliko uporabljajo tudi CBN brusne plošče. Različne strategije brušenja zahtevajo prilagojene specifikacije orodja za brušenje.
Obdelava prirobnice in ročice se ponavadi izvede s postopkom kotnega brušenja. Uporabljajo se konvencionalne brusne plošče v aluminijevem oksidu ali CBN keramično vezane brusilne plošče.
Veziva zagotavljajo elastičnost brusne plošče in vezavo brusnih zrn
Brusne plošče v sintetičnem smolnem vezivu
Sintetično smolno vezivo sestavljajo fenolne smole in različna polnila, ki vplivajo na lastnosti vezave in posledično na brusno ploščo. Veziva zagotavljajo elastičnost brusne plošče in vezavo brusnih zrn.
Sintetično smolno vezivo utrjuje pri temperaturah 170 do 200°C. V nasprotju s keramično vezanimi brusnimi ploščami niso tako občutljive na hitre temperaturne spremembe in lažje kompenzirajo udarce in pritiske. Sintetično smolno vezivo je časovno omejeno glede skladiščenja in občutljivo na kemikalije

Brusne plošče v sintetičnem smolnem vezivu se uporablja za doseganje visokih odbrusov na grobih obdelovancih in za obdelavo in doseganje finih površin.
Grobe brusne plošče se uporabljajo za zelo visoke rezalne hitrosti in visoko zmogljivo grobo brušenje. Plošče so lahko z ali brez armirne zasnove s steklenimi vlakni. Uporaba takšnih plošč je primerna za livarne in jeklarne za brušenje ali čiščenje površin.
Brusne plošeče v sintetičnem smolnem vezivu pa se uporabljajo tudi v procesih okroglega preciznega brušenja, ploskovnega brušenja ter ostrenja orodij.


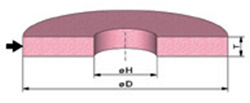
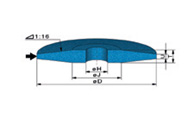
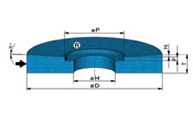
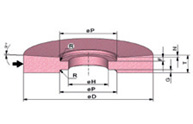
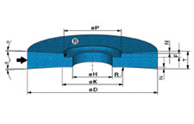
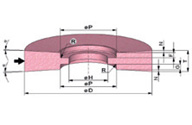
Standardne oblike brusnih plošč
Oblika 1
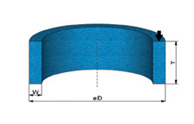
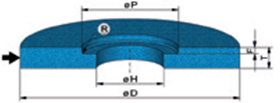
Oblika 2
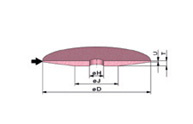
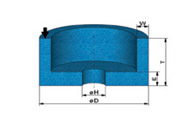
Oblika 3
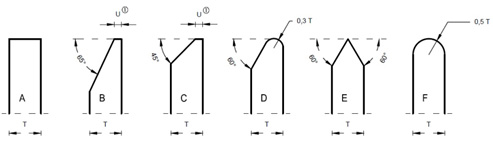
Oblika 1, oblike robov plošče
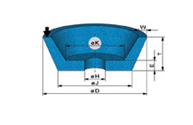
Oblika 4
Oblika 5
Oblika 6
Oblika 7

Oblika 11
Oblika 12
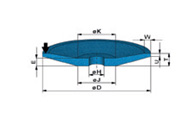
Oblika 20
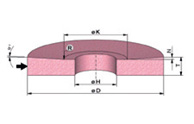
Oblika 21
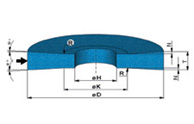
Oblika 22
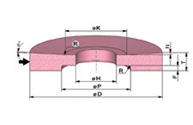
Oblika 23
Oblika 24
Oblika 25
Oblika 26
Oblika 38

Oblika 39
Podjetje
Brusilna tehnika d.o.o.
Masljeva ulica 3
1230 DOMŽALE
Slovenija
Tel.: +386 1 7291265
eMail: info@brusilnatehnika.si